


CO2
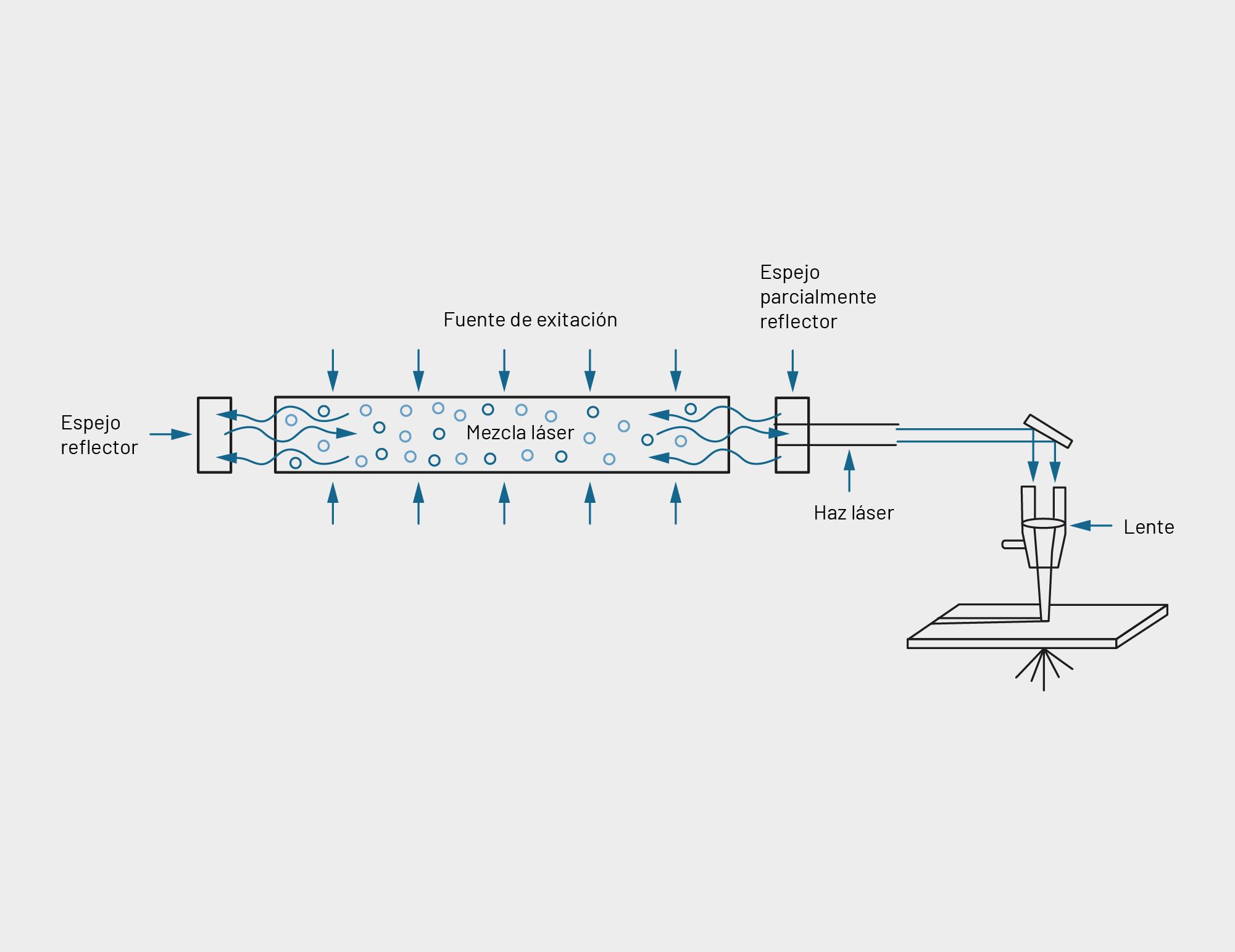
CO2 is the active gas in the generation of the laser beam, as it becomes energetically excited and produces infrared light emission, which, when polarized, becomes a laser beam.
The cutting and welding of sheets through the laser process require gases and mixtures with high purity and precise production. Nippon Gases, through decades of experience in gas production and in collaboration with the best laser system manufacturers, has developed production techniques capable of meeting the most demanding requirements of manufacturers and customers.
CO2 is the active gas in the generation of the laser beam, as it becomes energetically excited and produces infrared light emission, which, when polarized, becomes a laser beam.
The action of this gas is twofold: at the source, it accumulates electrons which it transfers to CO2 to maintain excitation; moreover, it is used as a shielding gas for the sheet metal during the cutting process.
Normally, O2 is a pollutant in the laser cutting process, but, as happens in oxy-fuel cutting technology for cutting carbon steel, the function of O2 is to burn the carbon present in the metal, promoting its melting.
Used in the laser source, the effect is to cool the system.
Our blends have purity levels higher than the minimum requirements set by laser system manufacturers.
Carbon steel, stainless steel, aluminum, or titanium, just to name a few, have different metallurgical characteristics and reactivity to air.
During the laser cutting or welding phases, it is essential to protect or transmit heat to allow the process, while the absence of contaminants allows the full power of the laser sources, whether CO2 or fiber, to be utilized.

In fact, laser cutting produces finished pieces that do not require any further handling (such as drilling or other operations) or finishing (such as sandblasting or other treatments). In systems that use CO2 sources, the laser beam must be directed onto the focusing lens via mirrors. It is essential that no contaminants (dust, hydrocarbons, etc.) deposit on these components, as they cause increased absorption of the laser beam’s power.
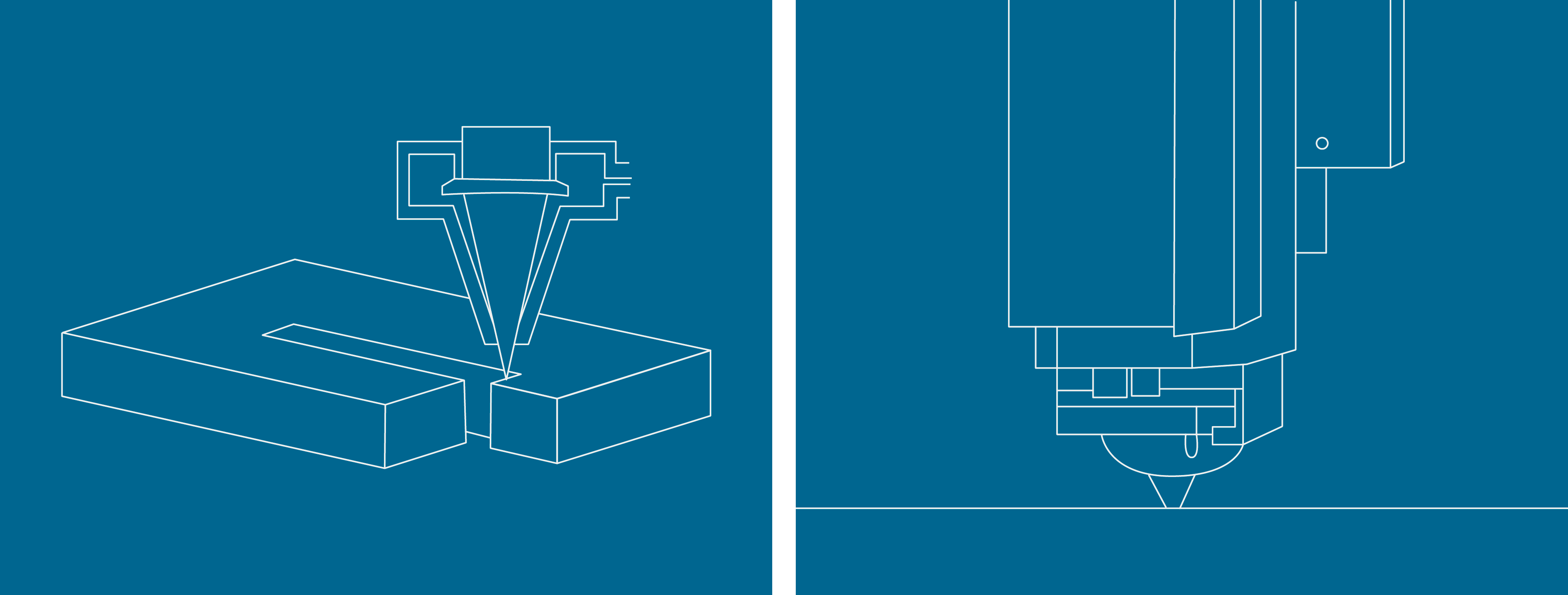
The presence of pollutants in the optical path of the laser beam reduces the laser power on the material being processed and also causes variations in the beam’s transmission and focusing conditions. Therefore, it is important that the entire optical path, from the source to the focusing element, is hermetically sealed and that a protective gas (air or nitrogen) flows at a slight overpressure.
This gas must be free of dust (diameter <0.1 μm, density <0.1 mg/Nm³) and deionized (content <0.01 mg/Nm³). Often, failure to meet this condition leads to serious problems in terms of system performance reliability.


30.03.2026
Nippon Gases, the European subsidiary of Nippon Sanso Holdings Corporation (referred to as “The Group”), will officially change its name…

19.03.2026
Nippon Gases, the European company of Nippon Sanso Holdings Corporation, has been awarded the EcoVadis Platinum Medal for the third…

28.10.2025
AGN ENERGIA, a leading company in the Italian liquefied fuel gas market, and Nippon Gases, a company belonging to the…
What do you need?